Hír
Otthon / Hír / Ipari hírek / Csak egy vékony védőréteg tesz különbséget: Miért tartanak ki egyes rézcsövek 15 évig, míg mások már 3 év után korrodálódnak és szivárognak?

„Mindkettő az rézcsövek ben használt tengervíz sótalanító berendezés , hanem az általunk kezelt termékek hagyományos pácolás és passziválás pontszerű korróziót és szivárgást mutatott kevesebb mint 3 év alatt a tengeri környezetben; míg a versenytárs terméke, kezelve vákuumionos bevonat technológia , élettartama több mint 15 év, egységára pedig 30%-kal magasabb, mint a miénk.” Liu úr, egy qingdaói rézötvözet csöveket gyártó cég műszaki igazgatója két rész kiselejtezett és ép rézcsövet tartott fel, felfedve a felületkezelési technológia rejtett értékét. A felületkezelés, mint a rézcsőgyártás utolsó lépése, a "rozsdaeltávolítás és bevonat" egyszerű segédműveletének tűnhet, de közvetlenül meghatározza a termék minőségét. korrózióállóság, kopásállóság , és élettartam , és further impacts its market positioning and added value. Currently, most domestic copper tube manufacturers still rely on traditional surface treatment processes such as pácolás és közönséges passziválás , így termékeiket alkalmatlanná teszik az olyan igényes környezetekben, mint pl tengeri, vegyi és csúcsminőségű vízkezelés ; néhány cég azonban frissítette a sajátját finomított felületkezelési technológiák , lehetővé téve a rézcsöveik stabil teljesítményének fenntartását extrém környezetben, és könnyedén megragadják a csúcskategóriás piacot. ez a vékony" védőfólia " olyan alapvető részletté válik, amely megkülönbözteti a rézcsöves termékek versenyképességét, és ez jelenti a kulcsot ahhoz, hogy az iparág a "minősített"-ről a "kiváló minőségűre" váljon.
A rézcső felületkezelésének alapvető értéke abban rejlik, hogy fizikai vagy kémiai úton védőréteget képez a felületen, elszigeteli azt a korrozív forrásoktól, például levegőtől, nedvességtől és sav-bázis közegtől, miközben optimalizálja a felület érdességét és javítja a termék kompatibilitását. A különböző folyamatok által kialakított védőrétegek jelentősen eltérnek egymástól vastagság egyenletessége, tapadása és korrózióállósága végső soron közvetlenül befolyásolja a termék élettartamát. A China Nonferrous Metals Processing Industry Association által végzett gyorsított öregedési tesztek adatai azt mutatják, hogy: Rézcsövek hagyományos pácolás és passziválás a védőréteg vastagsága mindössze 1-2 μm, a tapadási besorolásuk 3B (könnyen leválasztható), és a gyorsított korróziós vizsgálati élettartamuk körülbelül 500 óra 5%-os sós vizes környezetben, ami 3-5 éves tényleges élettartamnak felel meg; Rézcsövek segítségével a vákuumionos bevonat (TiN bevonat) eljárás 5-8 μm védőrétegvastagsággal, 1B tapadási besorolással (erős tapadás) és 2000 órát meghaladó vizsgálati élettartammal rendelkeznek ugyanabban a sós vizes környezetben, 15 év feletti tényleges élettartammal; míg a rézcsövek segítségével a elektrokémiai polírozás nanokerámia bevonási eljárás még jobb védelmi teljesítményt nyújtanak, a tényleges élettartam meghaladja a 20 évet, és tökéletesen alkalmasak erősen korrozív vegyi környezetekre.
Az alkalmazási forgatókönyvek és a hozzáadott érték szempontjából a felületkezelési eljárások különbségei közvetlenül meghatározzák a termék piaci szintjét. A hagyományos épületek vízvezeték-rendszerében és a közönséges klíma- és hűtőrendszerekben használt rézcsövek korrózióállósági követelményei alacsonyak, és elegendőek a hagyományos pácolási és passziválási eljárások. A bruttó haszonkulcs ezeknél a termékeknél mindössze 6%-9%. A hajómérnökségben, vegyi csővezetékekben és csúcskategóriás víztisztító berendezésekben használt rézcsöveknek azonban hosszú ideig kell ellenállniuk a zord környezeteknek, például sónak, lúgnak és savnak, ami megköveteli finomított felületkezelési eljárások . Ezek a termékek 30%-45%-os bruttó haszonkulcsot tudnak elérni, a piaci kereslet pedig stabil. A hajómérnöki berendezések gyártóinak beszerzési előírásai azt mutatják, hogy a hozzáillő rézcsöveknek 1000 órás, semleges sópermetezési teszten kell átmenniük korrózió nélkül, és a felületi érdességnek ≤Ra0,2μm-nek kell lennie. Csupán 3-5 hazai, csúcsminőségű felületkezelési eljárásokat alkalmazó cég képes megfelelni ezeknek a szabványoknak; A legtöbb hagyományos eljárásra támaszkodó cég kimarad ezekből a megrendelésekből.
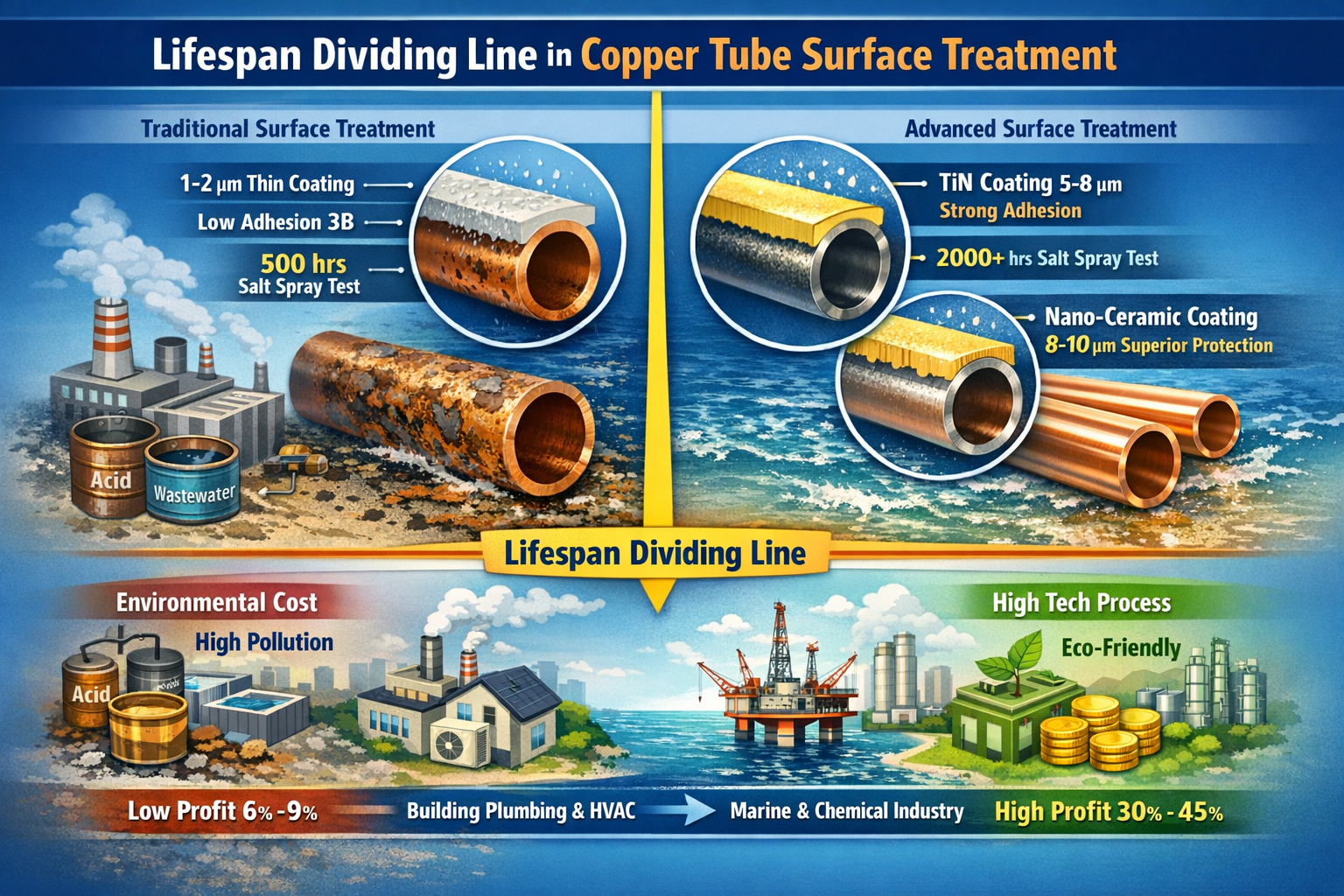
(Ezt a képet mesterséges intelligencia készítette.)
Gyakorlati üzleti szempontból a felületkezelési folyamatok különbségei a környezeti költségekben és a termelés hatékonyságában is megmutatkoznak. A hagyományos pácolási és passziválási eljárások erős savakon és bázisokon alapulnak, amelyek nemcsak nagy mennyiségű, nehézfémeket tartalmazó szennyvizet termelnek, ami magas környezeti kezelési költségeket eredményez (kb. 300 jüan tonnánként rézcső), hanem olyan problémákkal is küzdenek, mint az egyenetlen felületi korrózió és a védőréteg leválása, amelyek gyakori karbantartást igényelnek. A finomhangolt eljárások, mint például a vákuumionos bevonat és az elektrokémiai polírozás zéró emissziós technológiákat vagy alacsony szennyezőanyag-kibocsátású reagenseket használnak, így a környezetvédelmi kezelési költségek 80-120 jüan tonnánkénti rézcsőre csökkennek. Ezen túlmenően ezek az eljárások a védőréteg jobb egyenletességét és tapadását biztosítják, így nincs szükség további karbantartásra. Bár a kezdeti berendezésberuházás magasabb, a hosszú távú összköltség alacsonyabb, és a termék prémium árazási potenciálja jelentősen megnő.
| Felületkezelési folyamat | Alapfelszerelés/reagensek | A védőréteg paraméterei | Korrózióállóság (sópermet teszt) | Alkalmazható forgatókönyvek | Teljes költség (jüan/tonna) | Termék prémium díja |
| Hagyományos pácolás és passziválás | Sósav és salétromsav keveréke, amelyet savas pácoló tartályban használnak. | Vastagság: 1-2 μm, Tapadás: 3B, Érdesség: Ra 0,8-1,2 μm | ≤500 óra, érzékeny a lyukkorrózióra. | Általános épület víz- és vízelvezetés, háztartási klíma rézcsöves | 450-550 | 0–5% |
| Vákuumos ionos bevonat (TiN bevonat) | Vákuumos ion bevonógép, titán célanyag | Vastagság: 5-8 μm, Tapadás: 1B, Érdesség: Ra 0,2-0,4 μm | 1500-2000 óra, nincs korrózió. | Rézcsövek hajómérnöki és hajóépítési alkalmazásokhoz. | 800-900 | 25%-30% |
| Elektrokémiai polírozó nanokristályos kerámia bevonat | Elektrokémiai polírozó tartály, nano-kerámia bevonat | Vastagság: 8-10 μm, Tapadás: 1A, Érdesség: Ra ≤ 0,2 μm | ≥2000 óra, rendkívül erős korrózióállóság | Vegyi csővezetékek, csúcskategóriás víztisztító berendezések, rézcsövek | 1200-1500 | 35%-45% |
1. táblázat: Három felületkezelési eljárás kulcsparamétereinek és alkalmazási értékeinek összehasonlítása
Ami a "védőréteg vastagságában" tapasztalható finom különbségnek tűnik, az valójában a képességek jelentős hiányosságait tükrözi három fő területen: berendezés technológiája , folyamatvezérlés , és reagens készítmény . Az alapos gyári vizsgálatok azt mutatják, hogy a hazai cégek felületkezelési folyamataiban mutatkozó hiányosságok nem pusztán a berendezések kiválasztásában rejlenek, hanem sokkal inkább a folyamat részleteinek precíz szabályozásának és optimalizálásának képességében. Ez a három kulcskérdés együttesen a termékbeli eltérésekhez vezet korrózióállóság és hozzáadott értéket .
A kifinomult felületkezelő berendezések alaptechnológiáit már régóta monopolizálják a német és svájci cégek. Bár a hazai berendezésgyártók alapvető bevonó- és polírozó berendezéseket tudnak gyártani, jelentős hiányosságok vannak a bevonat egyenletességének szabályozásában, az ionsugár intenzitás beállításában és a polírozás pontosságában. Az importált vákuumionos bevonógépek többcélú, kollaboratív porlasztási technológiát alkalmaznak, lézervastagságmérő rendszerrel párosulva, amely ±0,1 μm-en belül képes szabályozni a védőréteg vastagságának hibáját, és 100%-os bevonatfedést ér el; míg a hasonló hazai berendezések többnyire egycélú porlasztást alkalmaznak, a vastagságmérés elsősorban kézi ellenőrzésre támaszkodik, ami akár ±0,5 μm vastagsági hibát eredményez. Ez gyakran olyan problémákhoz vezet, mint a hiányos bevonat és az egyenetlen vastagság, ami nem felel meg a csúcskategóriás termékek követelményeinek.
Ennél is fontosabb, hogy az importált berendezéseket kísérő intelligens vezérlőrendszer lehetővé teszi a folyamatparaméterek precíz digitális szabályozását. Automatikusan optimalizálja az olyan paramétereket, mint az ionsugár intenzitása, a bevonási idő és a polírozó áram a különböző anyagokhoz és a rézcsövek specifikációihoz. Ezzel szemben a háztartási berendezések gyakran nem rendelkeznek intelligens vezérlési funkciókkal, és a paraméterek beállításához teljes mértékben a dolgozók tapasztalatára támaszkodnak, ami a védőréteg teljesítményének gyenge konzisztenciáját eredményezi a különböző terméksorozatokban. "Az azonos specifikációjú rézcsövek esetében a háztartási berendezésekkel feldolgozott csövek esetenként 800 órán keresztül teljesítik a sópermetezési tesztet, míg mások csak 400 órát bírnak ki. Egyszerűen nem tudjuk nagy mennyiségben szállítani a csúcskategóriás megrendeléseket" - mondta Liu mérnök. Hozzátette, hogy a cég megpróbálta a vákuumionos bevonási folyamatot hazai berendezésekkel hibakeresni, de két hónap elteltével sem tudtak stabil eredményeket elérni, így végül több mint 12 millió jüant kellett költeni importált berendezésekre.
A felületkezelési folyamatok precíz irányításán alapul szabványosított műveletek az egész folyamat során. Azonban a legtöbb kis- és közepes méretű rézcső-vállalkozás Kínában továbbra is támaszkodik kiterjedt termelési módszerek , szisztematikus folyamatirányítási rendszer hiányában. Például a hagyományos pácolási és passziválási eljárásoknál a savkoncentráció, a pácolás hőmérséklete és a passziválási idő finom változása befolyásolhatja a védőréteg tapadását. A legtöbb vállalat azonban nem rendelkezik egyértelmű paraméter-szabályozási szabványokkal; A savkoncentrációt a dolgozók szemrevételezése alapján ítélik meg, és a hőmérséklet-ingadozások elérhetik a ±5 ℃-ot, ami instabil védőréteg-teljesítményhez vezet. A elektrokémiai polírozás szakaszban, az elektródatávolság és az áramsűrűség befolyásolja a felületi érdességeket, de a legtöbb vállalatnál hiányoznak a rögzített szabványok, teljes mértékben a dolgozók tapasztalataira hagyatkoznak a beállításoknál, ami akár ±0,3 μm-es érdesség-eltéréseket eredményezhet ugyanazon a tételen belül.
Ezzel szemben a foglalkoztató cégek finomított folyamatok szabványos ellenőrző rendszert hoztak létre a teljes folyamat során. A savkoncentráció valós idejű monitorozásától és a bevonatparaméterek digitális vezérlésétől a lézeres vastagságmérés és tapadásvizsgálat A kész védőréteg minden lépése világos paraméterszabványokkal és tesztelési eljárásokkal rendelkezik, és minden adat nyomon követhető a folyamat során. Egy csúcskategóriás rézcsöveket gyártó cég eljárási dokumentumai azt mutatják, hogy az elektrokémiai polírozási folyamata megköveteli, hogy az áramsűrűség stabil legyen 20-22 A/dm², a hőmérséklet 45±1 ℃ legyen, és a savkoncentrációt 10 percenként ellenőrizzék, hogy biztosítsák az egyenletes felületi érdesség és a megfelelő védőréteg teljesítményét.
A felületkezelő reagens formula közvetlenül meghatározza a védőréteg teljesítményét és környezetbarát jellegét. A legtöbb hazai vállalat azonban továbbra is hagyományos reagensképleteket használ, ami megnehezíti a korrózióállóság és a környezetvédelmi követelmények egyensúlyát. A hagyományos pácolási és passziválási eljárások magas koncentrációt alkalmaznak sósav és salétromsav keveréke , amely gyorsan eltávolítja a felületi oxidréteget, de erősen korrozív, könnyen mikrorepedésekhez vezet a rézcső felületén, csökkentve a termék szilárdságát. Ezenkívül a szennyvízkezelés nehéz és költséges; míg a hazai fejlesztésű, finomított kezelő reagensek javították a környezeti teljesítményt, az importált reagensek mögött maradnak bevonat tapadás és korrózióállóság . Az importált nanokerámia bevonószerek sűrű védőfóliát képezhetnek a rézcső felületén, amely sav és lúg korrózióállósága több mint kétszerese a hazai reagenseknek.
Ugyanakkor a legtöbb vállalat nem tudja optimalizálni a reagenskészítményeket, és nem tudja beállítani a reagenskomponenseket a későbbi szükségleteknek megfelelően. Például a tengeri környezet magas sótartalmú korróziós jellemzőinek kezelésére specializálódott korrózióálló tényezők hozzá kell adni a bevonó reagensekhez. A hazai vállalatok azonban nehezen tudják pontosan szabályozni az adagolási arányt, csak általános képleteket tudnak másolni, ami jelentősen csökkenti a védőhatásokat. Ezzel szemben az importált reagensgyártók személyre szabhatják a formulációkat az ügyfelek igényei szerint, és exkluzív folyamatmegoldásokat kínálnak annak biztosítására, hogy a termék megfeleljen bizonyos durva környezeteknek.
Bár az alapvető gyártási folyamatokhoz képest gyakran figyelmen kívül hagyják, a felületkezelési technológiák korszerűsítése annak ellenére, hogy viszonylag alacsony befektetést igényel, jelentősen növelheti a termékek hozzáadott értékét, és kulcsfontosságú tényezővé válhat a vállalatok számára a csúcskategóriás piac megszerzésében. A hazai rézcsöves cégeknek nincs szükségük arra, hogy vakon keressenek importált berendezéseket és reagenseket; ehelyett fokozatosan finomított felületkezelést érhetnek el a berendezések fokozatos korszerűsítése , szabványosított folyamatvezérlés , és reagens képlet optimalizálás , ezzel lebontva a csúcskategóriás piac láthatatlan akadályait.
A vállalatok termékpozíciójuk alapján választhatnak többszintű berendezés-frissítési megoldásokat. A korlátozott tőkével rendelkező, hagyományos termékekre koncentráló kis- és középvállalkozások (kkv-k) számára a meglévő pácolóberendezések hozzáadásával módosíthatók. automatikus savkoncentráció-figyelők és hőmérséklet-szabályozó rendszerek , a pácolási és passziválási folyamatok optimalizálása. Ez ±0,3 μm-en belül szabályozza a védőréteg vastagságának hibáját, megfelelve az alacsony és közepes korrózióállósági követelményeknek. Az átalakítás költsége az importált berendezések 1/15-e. A középkategóriás piacot megcélzó cégeknek, hazai gyártású középkategóriás vákuum bevonó berendezés megvásárolható, importált magvastagságmérő rendszerekkel kombinálva, így biztosítva a stabil védőréteg-teljesítményt a költségek ellenőrzése mellett. Cégek számára a high-end piacon, célzott beszerzés az importált precíziós berendezések elérheti a védőréteg végső ellenőrzését, kiegyenlítve a berendezés költségeit a termék prémium árai révén.
Egy közepes méretű ningbói rézcső-vállalat átalakulási gyakorlata rendkívül tanulságos. A vállalat 800 000 RMB-t fektetett be, hogy meglévő pácoló és passziváló gyártósorát automatikus hőmérséklet-szabályozó és koncentráció-ellenőrző rendszer , optimalizálja a passzivációs reagens képletét. Ezzel a védőréteg tapadása 3B-ról 2B-re javult, és a sópermet teszt élettartama 500 óráról 800 órára nőtt, sikeresen belépve a középkategóriás tengeri felszerelések piacára. A termékprémium elérte a 15%-ot, a befektetés megtérülése pedig meghaladta a 180%-ot.
A vállalatoknak fel kell hagyniuk a kiterjedt gyártási módszerekkel, és szabványosított ellenőrző rendszert kell létrehozniuk a felületkezelési folyamatokhoz. Meg kell határozniuk a kulcsfontosságú ellenőrzési pontokat minden szakaszban, mint például a pácolás, polírozás, bevonatolás és tesztelés, és világos paraméterszabványokat és működési eljárásokat kell kidolgozniuk, amelyek szabványosított működési eljárásokat (SOP) alkotnak. Például az olyan alapvető paraméterek világos meghatározása, mint a pácolási idő, a savkoncentráció és a bevonat hőmérséklete a különböző rézcsőanyagoknál, egyenletes működést biztosít. Ezzel egyidejűleg meg kell erősíteni a folyamatfelügyeletet, be kell vezetniük a lézeres vastagságmérőket és a tapadásmérőket, amelyekkel mintavételezéssel vizsgálhatják meg a védőréteg vastagságát, érdességét és tapadását minden egyes terméktételnél, azonnal azonosítva a problémákat és kiigazítva a folyamatot.
A cégeknek is erősödniük kell munkásképzés , amely lehetővé teszi a dolgozóknak, hogy elsajátítsák a paraméterek beállítását, a berendezések karbantartását és a tesztelési módszereket, ahelyett, hogy kizárólag a tapasztalatra hagyatkoznának. Egy vállalat egy szabványosított rendszer és képzési mechanizmus létrehozásával 8%-ról 1,5%-ra csökkentette a felületkezelési folyamat termékhibáinak arányát, és 60%-kal javította a védőréteg teljesítményének konzisztenciáját.
A vállalatok független kutatás-fejlesztés, valamint együttműködési kutatás-fejlesztés révén optimalizálhatják a felületkezelő reagenskészítményeket. A hagyományos eljárással foglalkozó cégeknél fokozatosan csökkenthetik a savkoncentrációt, korróziógátlókat és stabilizátorokat adhatnak hozzá, hogy csökkentsék a mikrorepedések kialakulását a rézcső felületén, miközben csökkentik a szennyvízkezelési költségeket is. A kifinomult eljárásokkal rendelkező vállalatok együttműködhetnek egyetemekkel és kutatóintézetekkel, hogy speciális forgatókönyvekhez igazodó speciális reagenseket fejlesszenek ki, például magas sóállóságú bevonó reagenseket fejlesszenek ki tengeri környezethez és savbázis-ellenálló reagenseket vegyipari forgatókönyvekhez, ezáltal javítva termékeik célzott versenyképességét.
Ezen kívül a cégek elfogadhatják a " importált reagensek hazai fejlesztésű adaptáció "modell. Miközben importált reagenseket használnak a központi komponensekhez, önállóan állíthatnak elő segédkomponenseket, kiegyensúlyozva a teljesítményt és a költségeket. Például az egyik vállalat a nanokerámia bevonatolási folyamatában importált termékeket használ a kerámia magfaktorokhoz, miközben önállóan fejleszti a segédkomponenseket. Ez nemcsak a korrózióállóságot garantálja, hanem 30%-kal csökkenti a reagensköltségeket is.
Egy egyszerű" védőfólia "minden különbséget jelent a termék élettartamában és hozzáadott értékében. Ez a részlet tükrözi azt az alapvető logikát, amely mögött a kínai rézcső-ipar „méretarányos prioritásból” „minőségi prioritássá” való átalakulása mögött áll – a verseny csúcskategóriás gyártás gyakran jelentéktelennek tűnő befejező folyamatokban rejlik. Felületkezelés, precíziós tesztelés és csomagolásvédelem , látszólag kiegészítő lépések, kulcsfontosságúak a termékstabilitás javítása és az élettartam meghosszabbítása szempontjából, és egyben láthatatlan eszközei is a vállalatoknak, hogy áttörjék az alsó kategóriás versenyt és megragadják a csúcskategóriás piacokat.
A kínai rézcső-gyártók számára nem szükséges vakon folytatni a maggyártó berendezések frissítését. Olyan részletes folyamatokra összpontosítva, mint például a felületkezelés, és azon keresztül berendezések módosítása, szabványosított menedzsment és képletoptimalizálás , alacsonyabb költséggel javíthatják a termékek versenyképességét, és megkétszerezhetik a hozzáadott értéket. Amikor egyre több vállalat kezd odafigyelni e „rejtett folyamatok” finomítására, a kínai rézcső-ipar valóban megmenekülhet az „alacsony árverseny” szorult helyzetétől, jelentős termelő országból gyártási erőművé alakul át, és szilárd lábát veti meg a globális csúcskategóriás ellátási láncban.

Mi az a vastag falú rézcső? A vastagfalú rézcső, más néven varrat nélküli vastagfalú rézcső, egy nagy teljesítményű fémcső, amely tiszta rézből vagy rézötvözetből készül, és egy lépésben képződik a forró extrudálás...
Részletek megtekintése
A réz kapilláris cső áttekintése és fontossága A modern ipari berendezésekben és a precíziós ellenőrző rendszerekben a miniatürizálás és a nagy pontosság az alapvető technológia -fejlesztési trend lett. Ebben a ten...
Részletek megtekintése
Mi az a rézcső? Az anyagösszetétel és az alapvető jellemzők elemzése A rézcső meghatározása A rézcső egy rézből és ötvözetből készült tubuláris tárgy, amelyet széles körben használnak különféle csővezetékekben, ...
Részletek megtekintése
A réz négyzet alakú csövek megértése: összetétel, osztályok és tipikus alkalmazások Réz négyzet alakú csövek olyan speciális extrudálások, amelyek ötvözik a réz kiváló vezetőképességét, korrózióállóságát és m...
Részletek megtekintése![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Minden jog fenntartva.
